 免费下载
免费下载
大小: 976 MB
下载:98次
pronest 2017下载
说明:安全下载是直接下载应用市场,用户下载后可自行搜索目标软件进行更高速,更安全的下载。
- 分 类:软件下载
- 大 小: 976 MB
- 游戏ID:0307ce5
- 说 明:pronest 2017下载
- 提 示:自辨安全性
- 发 布:2022-10-22 19:30:49
手机扫码免费下载
纠错留言#pronest 2017下载介绍
大家好,pronest 2017下载小编来为大家解答pronest 2017下载的下载地址。pro nest2017在哪里下载,pro nest2015安装教程很多人还找不到怎么下载,现在让我们一起来介绍下pronest 2017下载,希望能帮助到你!
pronest 2017最新版是一款用于CAM套料设计的软件,在CAM加工中,加工材料的设计与产品的开发方案是连接在一起的,通过专业的材料设计软件,可以为工程师设计的设备配置专业的零件模型,当通过CAD软件实现模型的设计时,就需要利用CAM软件配置设备制造需要的零件了,这款pronest 2017拥有绝对的加工技术,可以满足不同用户的需要,内置强大的刀具切割系统,让您在设计复杂零件的时候可以得到便捷的加工环境;本软件不经能够用于材料的切割,也可以结合CNC、CAD等软件一起使用,需要的朋友可以下载试试!
软件功能
修改套料
在向套料中添加零件之后,您可随意更改该套料。您可以删除套料中的零件、添加更多的零件、旋转和移动零件,并可执行更高级的功能(如零件组合)。本指南的此部分将介绍在套料上排列零件的几种方法。
创建新套料
借助 ProNest,您可精确地管理所使用的套料。如果您不需要某块套料,则可以删除该套料。如果您需要另一套料, 则可以创建一个套料,并在其上开始套料。
创建零件组合
可将两个或多个零件组合在一起,构成零件组合。零件组合可以保持各个零件之间的相对方位,在操作零件组合 时,就像操作单个零件一样方便。当零件的排列总体有用时,常常会使用零件组合功能。通过将一组零件组合在 一起,可将该零件组合作为一个“自定义零件”列入零件清单中。随后,可以像使用普通零件那样使用该自定义 零件。
作业模板
使用现有的工作作为新工作的模板。如果在创建新作业时通常使用旧工作作为起点,这是一个简化此过程的有用功能。
最近的工作
在后台视图的新的色带接口(在文件选项卡),最近的工作页面已被添加。本页包含最近ProNest工作扩展列表,以及最近的工作文件的文件夹的路径。
库存:DXF输出板
任何库存板可以快速导出到一个文件。这是特别有用的残板与不规则的几何形状,需要纠正在CAD程序和重新导入回库存。
移动与旋转所选零件
在选择零件之后,便可将这些零件移动并旋转到任意位置。
要移动所选零件,请:将零件从套料上的一个位置拖动至另一个位置上。
使用碰撞套料图柄
通过使用碰撞套料图柄,您可采用不同的方式移动零件。碰撞套料图柄
软件特色
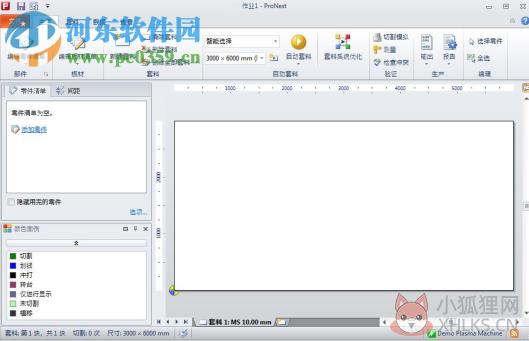
功能区
主窗口的顶部包含有功能区,功能区分成多个选项卡(“文件”、“主页”、“套料”等)、工具组和控件。在本指南 中,我们将使用功能区来执行特定的任务。
任务窗格
主窗口的左侧是“零件清单”任务窗格:在 ProNest 正常启动时,“零件清单”不包含任何零件。您也可以在“视图” 选项卡中激活其他任务窗格,例如“间距”编辑器和“颜色图例”。
套料区
主窗口的其余区域为套料专用区域。在套料区中,将会显示一块空白套料的图形。启动时,ProNest 将会自动选择一台设备(设定文件),并会打开一项新作业。所显示的空白套料尺寸将为该设备的默认板材尺寸。
状态栏
底部的状态栏显示当前加载的设备(设定文件)以及套料详细信息、提示和产品新闻链接。启动时,ProNest 将会自动选择默认设备。
自动和手动套料
现在,您已经学习了如何开始新作业以及如何在此之后向零件清单中添加零件。当“零件清单”中有数个零件,并且套料区域中有一块空白套料时,便可开始套料了。
对零件进行套料有两种不同的方式:
手动套料:从零件清单中逐个添加零件。通过移动和旋转零件,手动排列套料零件。
自动套料:ProNest 会计算“零件清单”中所有零件的位置,并对这些零件进行套料。通常,在完成自动套料的同时,零件清单中 所有零件的套料工作也会随之完成。
CAD导导入
这是编辑零件清单的 CAD 选项卡上包含的一个新按钮,可用于显示最近从哪些文件夹中添加了 CAD 文件。这有助于您快速查找添加
安装方法
1、下载解压文件,找到ProNest11_00_03.exe双击安装,选择安装的语言
2、进入软件的欢迎界面点击下一步继续安装
3、请您详细阅览相关最终用户许可协议,您如果接受最终用户许可协议,请点击“我接受”功能按钮
4、输入用户的信息,这里随意输入就可以了,点击下一步

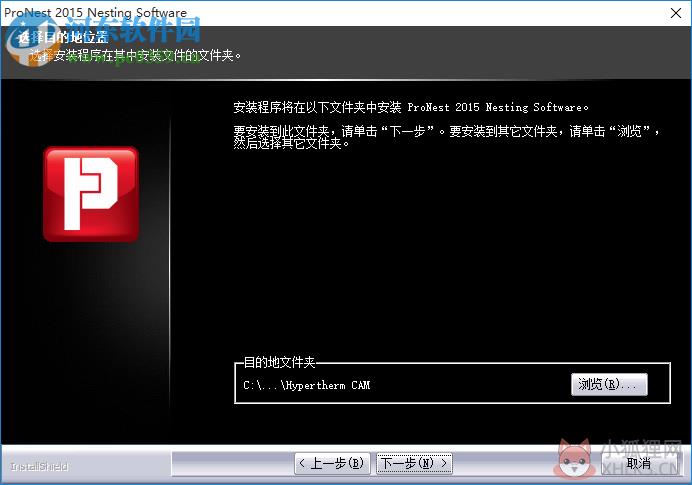
5、选择自己想要的路径C:Program Files (x86)Hypertherm CAM,选择完成后点击确定,然后点击下一步,,一般系统安装在默认路径下
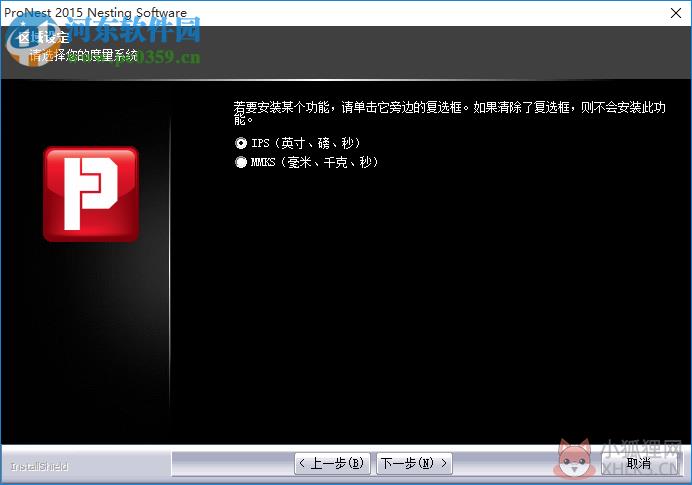
6、选择一个安装的单位类型,中国用户请点击第二个
7、软件已经开始安装了,将进入如图所示的界面,安装程序开始进行文件的复制,并显示复制文件的进度值。
8、可以选择点击完成按钮后直接运行客户端软件,也可以将勾点掉不选择直接运行客户端软件
使用方法
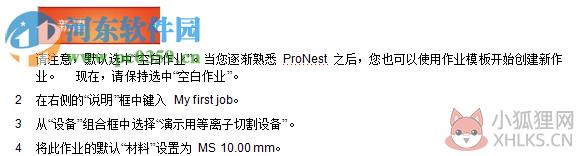
开始新作业
在启动 ProNest 时,系统会自动为您创建一项新作业。出于本指南的考虑,我们将放弃此作业并创一项新作业。
要创建新作业,请:
1 在“文件”选项卡上,单击左侧的“新建”。
向零件清单添加零件
本指南的此部分将介绍如何向零件清单中添加零件。编辑作业零件清单的工作可在“编辑零件清单”窗口中完成。
要打开“编辑零件清单”窗口,请: 在“主页”选项卡中,单击“编辑零件清单”。
此时,将会打开“编辑零件清单”窗口。

CAD 示例文件
在安装 ProNest 的过程中,系统会将 CAD 示例文件 (.dxf) 存放在以下位置:
C:ProgramDataHypertherm CAMProNest 2015Examples
本指南将使用这些文件来帮助展示 ProNest 的功能。在学习 ProNest 过程中,您可以随意使用这些文件。
要选择某个 CAD 零件,请:在“零件来源”选择区域内,选择 CAD 选项卡。
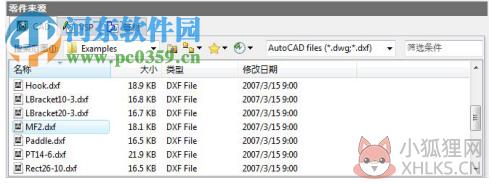
要在添加零件之前修改 CAD 图层信息,请:
1 在选择 MF2.DXF 的同时,单击“属性”窗格中的“CAD 导入”选项卡。
在 CAD 图层部分中,将存在以下工艺-图层映射关系:
工艺 CAD 图层
切割工艺 - [Plasma] 0;CUT
划线工艺 - [Scribe-P] SCRIBE
此外,请注意,工艺名称的左侧显示有各工艺所使用的预览颜色。
2 单击右栏中的 SCRIBE 一词,然后单击向下箭头。

在“主页”选项卡中,单击“新建套料”。
此时,将显示“新建套料”对话框。
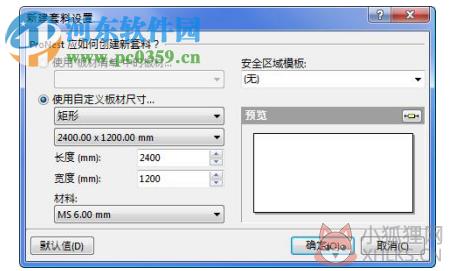
此时,一块自定义的矩形板材便已处于选中状态。要指定新板材的尺寸,您可在“长度”和“宽度”框中
键入数值,或者直接从“长度”上方的选择框中选择标准的板材尺寸。
在“长度”框中,键入 4000。
在“宽度”框中,键入 2000。
请注意,在您更改板材尺寸之后,预览视图将会随之更新。
单击“确定”。
此时,ProNest 将会创建新套料,并将其作为当前套料。此时,在主窗口中,应能看到新套料(空白套料)。
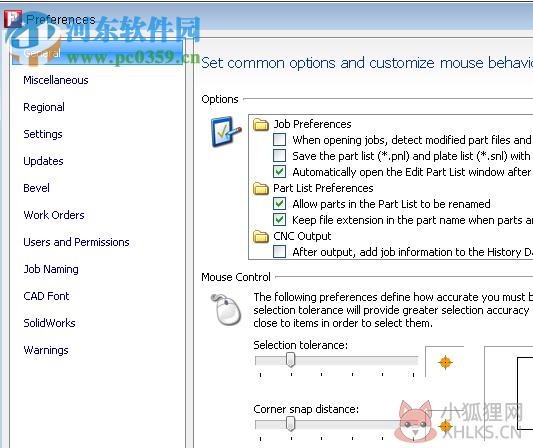
什么是偏好?
偏好提供了一种自定义ProNest的一般行为。与设置不同,首选项对特定的机器不特定,对嵌套没有直接影响。
关于阵列
使用数组功能,您可以自动地将多个零件或一组零件的副本放置到一个板上,在一个特定的安排。为了使物料利用率最大化,根据设置中的部分分离值,将阵列部件尽可能地彼此靠近。
CLC阵列
CLC阵列功能使您能够同时排列和创建公共线部件。这将减少您的废料和切割时间,同时保持消耗品。CLC阵列是通用线切割模块的一部分。
链阵列
链式数组给你一个数组中自动链接部分的方法。可以在嵌套的垂直列或水平行上将部分链接在一起。
链排列,部分安装不起来尽基本排列或图案阵列。然而,链阵列产生一个统一的安排,只需要一个皮尔斯每行或列(外部配置文件)的部分。链数组可作为链切割可选模块的一部分。
关于骨骼切割
骨架切割是一个可选的模块,可以用来削减骨骼(剩余的板块后,部分削减)成小块,使之更容易删除废料从切割表。您可以指定在数控输出文件中的部件是否被切割之前或之后是否应该切割骨架线。
关于链接
链接是一个可选的模块,允许外部配置文件连接在一起,使他们在一个单一的,连续切割路径切割。当零件被连接在一起时,切割头将继续切割,因为它从一个零件的引线移动到下一个零件的引线。断链的数目减少的穿透需要削减的部分,然而它在一个较长的切割长度的结果。
下图显示了两个链部分,蓝色链线:

使用说明
工艺分析过程
首先,零件图的工艺分析,包括零件图的标注正确性、轮廓描述的完整性及必要的工艺措施等。在这里,我们的仿真软件,是理想化的把加工零件的尺寸调整为完全没有误差,所以零件图我们通常都不标注公差。在正常情况下,是没有这种可能的,所以在零件图的工艺分析过程,请用户注意这一点。
该零件比较简单,由外圆柱面、顺圆弧构成,其中直径尺寸与轴向尺寸没有尺寸精度和表面粗糙度的要求。零件材料为45#钢,切削加工性能较好,没有热处理和硬度要求。
通过上述分析,采取以下几点工艺措施:
1) 零件图上面没有公差尺寸,完全看成是理想化的状态,故变成的时候就直接按照零件图上面的尺寸变成即可。
2) 两端都需要加工,左右端都需要车出来,所以需要掉头装夹。
3) 左端有薄壁,所以应该先加工右端,第一次装夹,应该先夹住左端,加工出来右端。
其次,确定装夹方案。外轮廓加工的时候,由于左端有薄壁,所有需要先加工右面,这就需要用三抓自动定心卡盘夹紧左端。
第三,确定加工顺序及走刀路线。加工顺序的正确安排,按照由内到外、由粗到精、由近到远的原则确定,在一次加工中尽可能的加工出来较多的表面。又去该零件为单件小批量生产,走刀路线设计不必考虑最短进给路线或者最短空行程路线,外轮廓表面车削走刀路线可沿着零件轮廓顺序进行。
第四,刀具的选择。两次装夹中,其中只有外轮廓、顺圆,可以选择45度硬质合金端面车道,由于有顺圆,可以选择72°30″右手偏刀。
第五,切削用量的选择。切削用量的选择一般根据毛坯的材料、转速、进给速度、刀具的刚度等因素选择。
第六,数控加工工艺卡的拟定。将前面分析的各项内容综合成数控加工工艺卡片,在这里就不做详细的介绍,用户在做具体的实际加工过程中必须要有这个过程。
系统要求
软件
Windows Vista(SP2 或更高版本,32 位或 64 位),Windows 7(SP1 或更高版本,32 位或
64 位), Windows 8(32 位或 64 位)或更高版本
Microsoft Internet Explorer 6.0 或更高版本 ®
Microsoft® Excel*
硬件
1 GHz 处理器或更快的处理器(推荐使用 3 GHz 的处理器)
1 GB RAM(推荐使用 2 GB)
不低于 256 色、1024 x 768 或更高分辨率的 VGA 显示器
1.5 GB 可用磁盘空间
为编辑 ProNest 设定电子表格 (.xls),推荐使用 Microsoft Excel 2000 或更高版本。如果没有
Microsoft Excel, 亦可使用类似的电子表格应用程序。







